产线流程控制及产品质量追溯解决方案
应用于车灯制造线的产线 MES 系统,严格规范生产流程,发现产品和产线潜在的质量问题

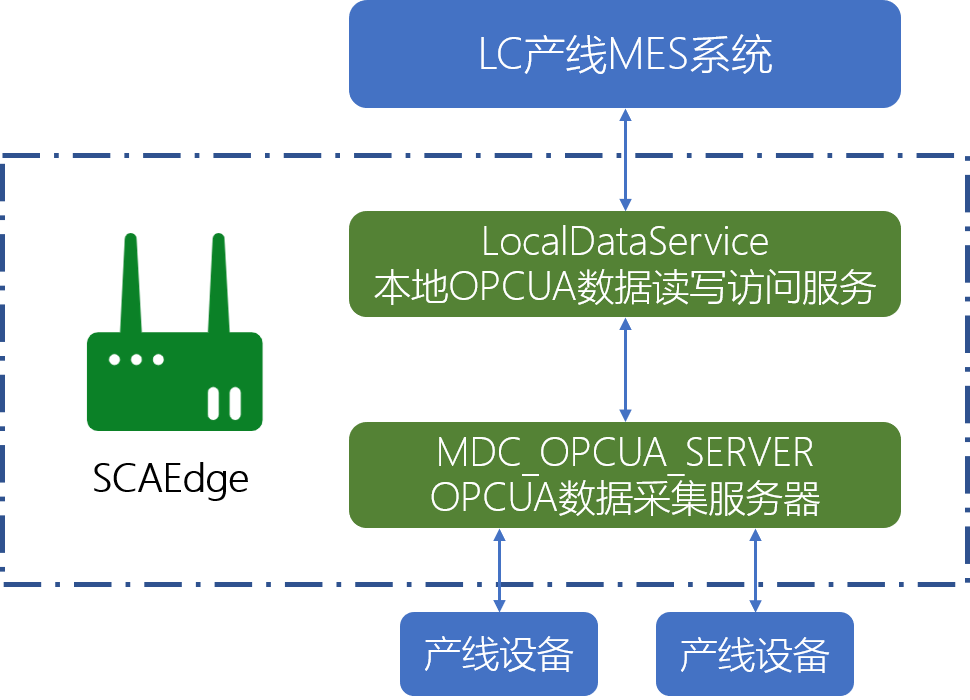
系统架构
MDC_OPCUA_SERVER
根据生产单元划分,在现场部署多个 SCAEdge 网关作为生产单元的数据服务站。集成于网关的 OPCUA 数据采集服务,负责和产线设备的通讯,为流程控 制提供数据交互,为数据追溯提供数据支撑。
LocalDataService
本地 OPCUA 数据读写访问服务,在 OPCUA 数据采集服务和上位机 MES 软件系统之间架起了桥梁。实现了产线设备数据的快速读取和订阅服务。
LC 产线 MES 系统
部署于服务器的 LC 系统在生产过程中负责产线的流程控制,在产品检测时负责生产数据的追溯。

流程控制
-
根据产品工艺,规范每个型号的产品在产线上的生产流程,防止错工序、跳工序等情况的发生
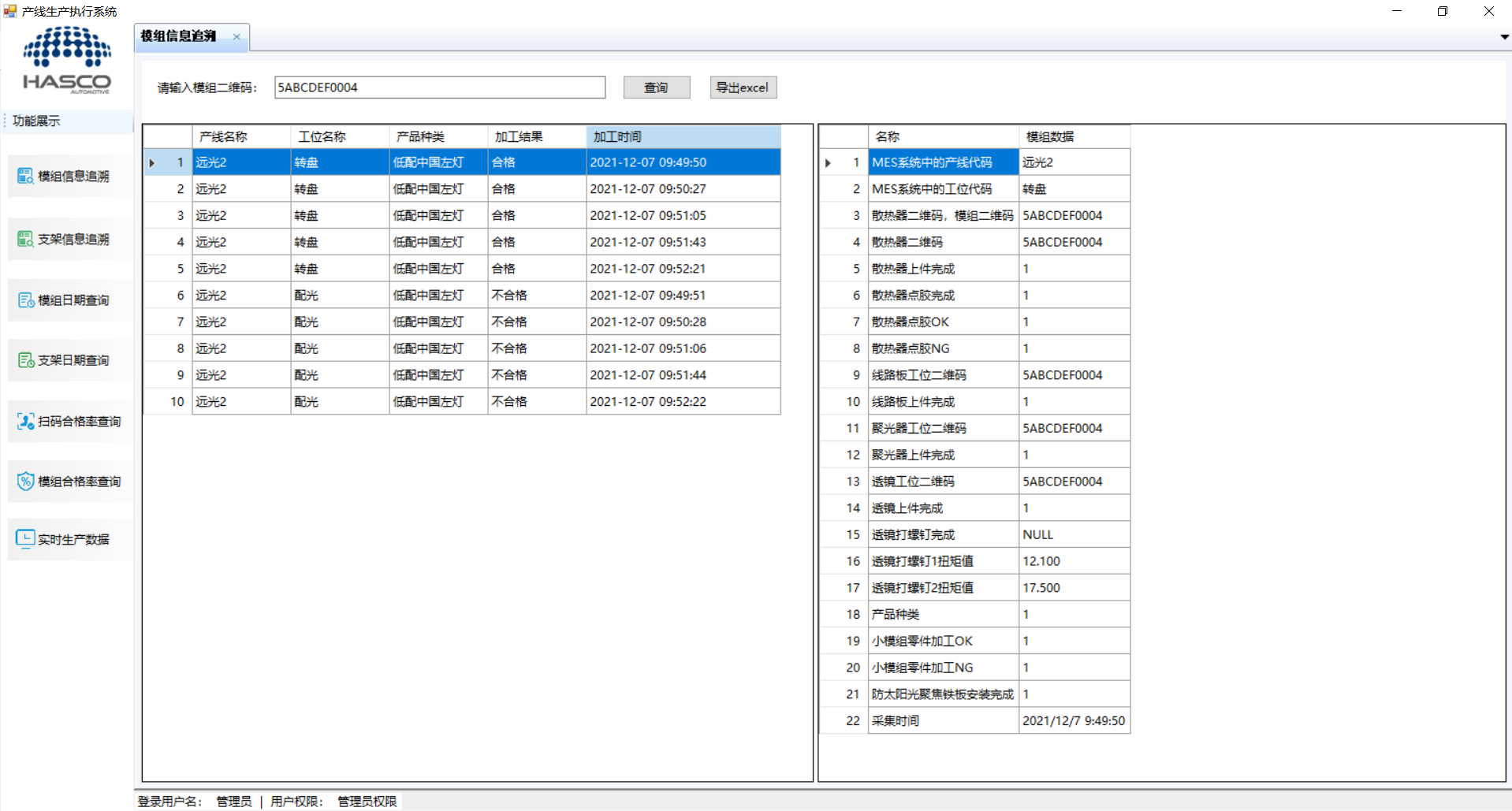
在成品车灯组装前,提供车灯每个模组零件的生产和检测数据,经确认零件类型和合格性的产品才可进行组装
针对不合格品的返工流程进行管理,对同一产品发生超过设定次数的不合格生产的情况进行管控
根据生产排产计划,切换生产订单,按照生产订单进行生产,防止产品超过订单数量的多余生产
数据追溯
-
记录每个车灯零件模组在生产过程中的组装、检测数据,记录每个成品车灯的组装和检测数据,为产品质量追溯提供有力的数据支撑
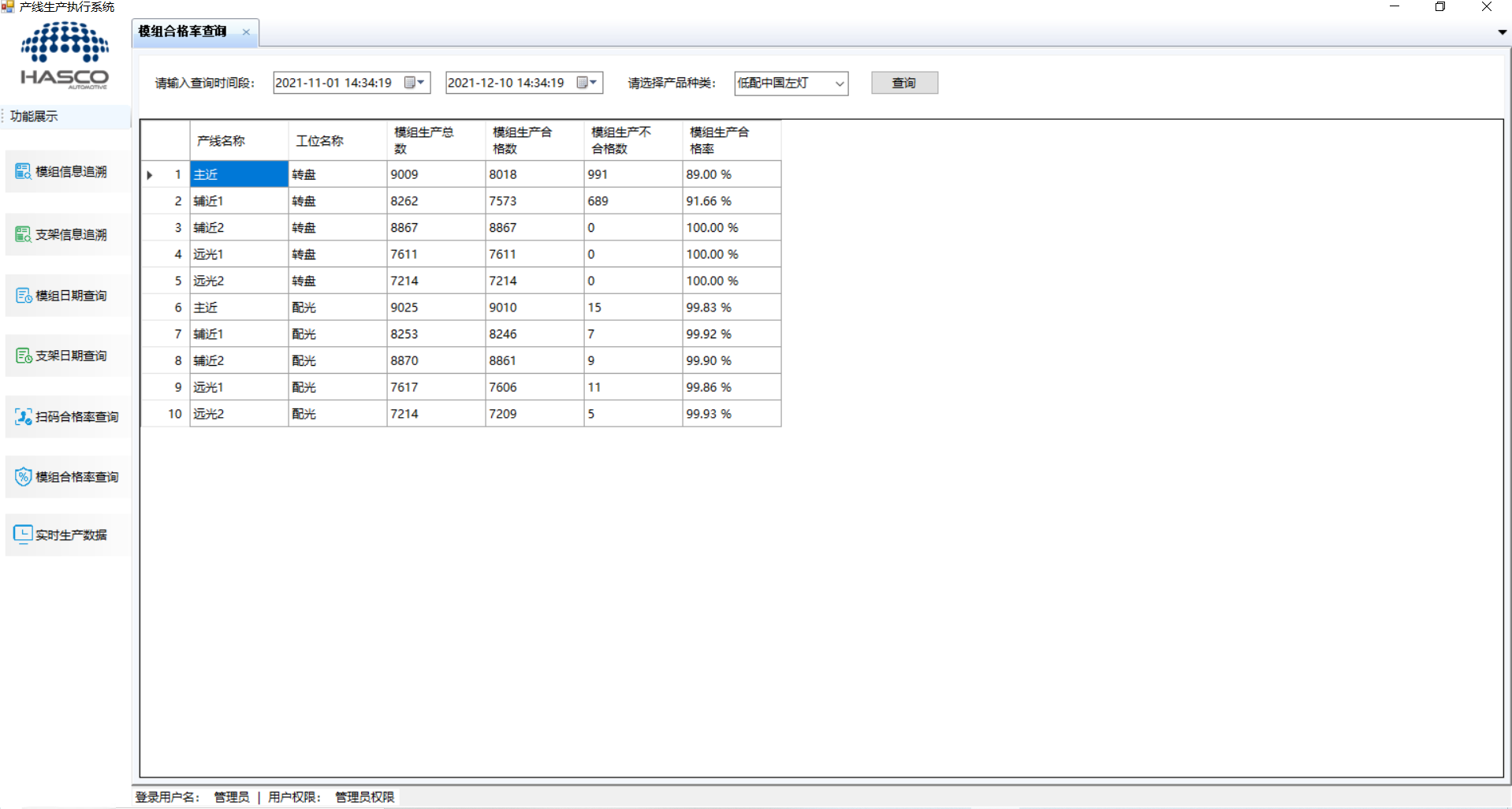
按照产品类型、生产时间、以及每一个生产工位,统计生产合格率,帮助分析每个工位的生产质量
记录关键生产设备的使用记录,例如记录每个扫码工位的扫码合格情况,统计扫码合格率,用以分析关键生产设备的使用性能及使用寿命情况
记录每一次发生的设备报警数据,为设备的维护和保养提供有效信息
通过分析产品的生产记录,进一步分析生产节拍,帮助发现生产的瓶颈工位
产线 MES 系统能够带来哪些实际应用呢?
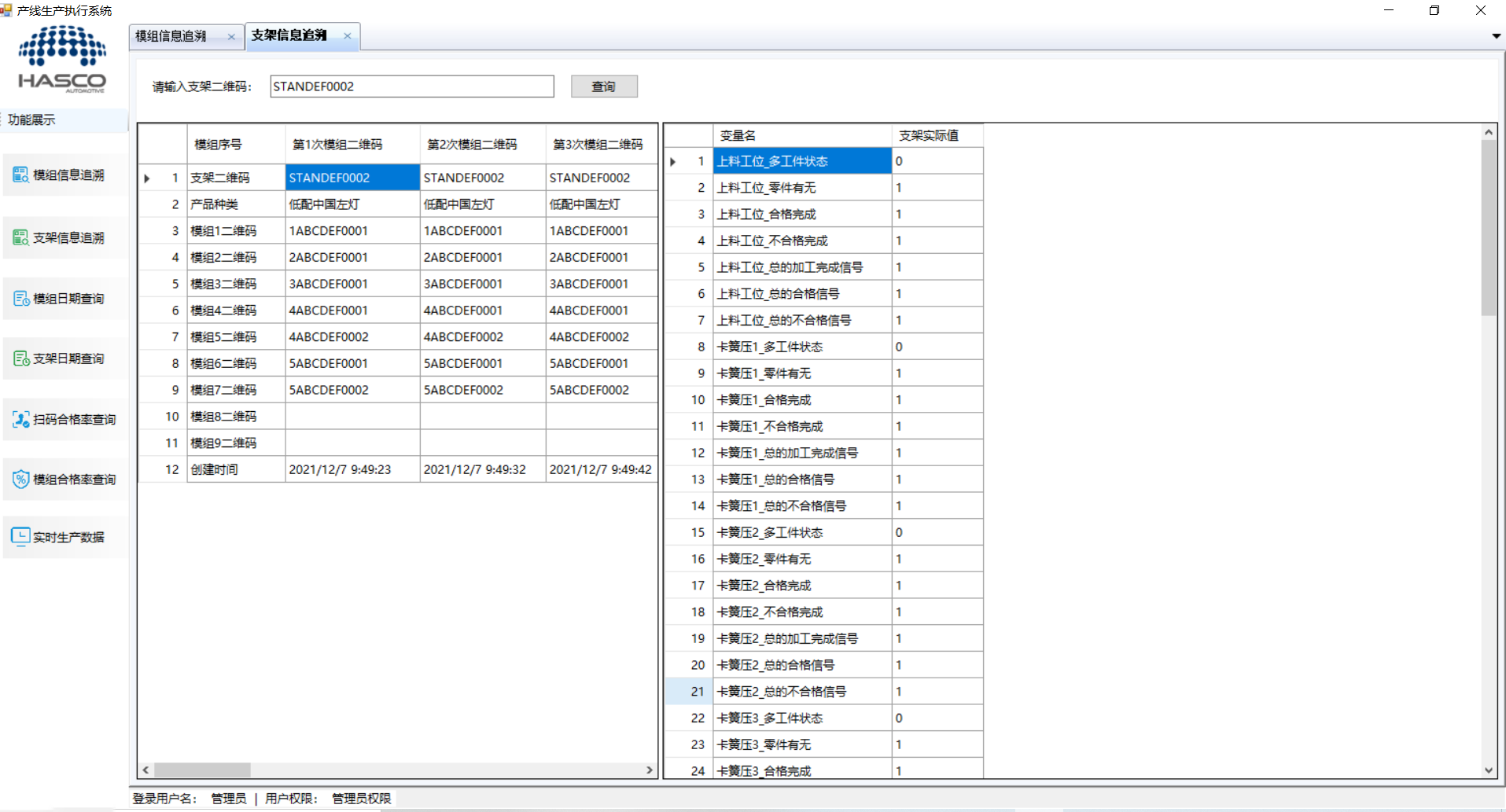
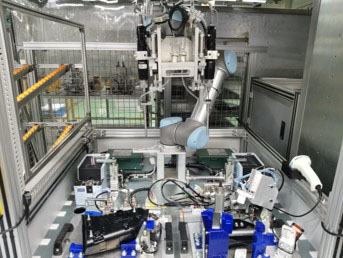
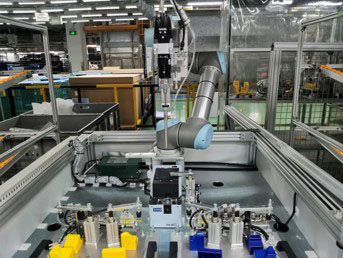
主近灯光模组线上,在总成压入工位的机械手抓取一个主近模组,准备往灯光支架上安装前,通过模组二维码,查询该模组的生产数据。MES 系统根据读到的模组二维码,快速查询全局号、模组安装状态、配光检测状态、螺母安装状态、模组生产时间这几项数据。
数据快速反馈至产线操作屏,结果发现虽然模组的各项生产状态数据都达标,但该模组的全局号,即模组产品类型并不符合当前产线生产的车灯类型。再根据模组生产时间,判断出该模组为上一批美国高配 L 的车灯模组,而并非当前生产的中国高配 L 型号的车灯模组,由此避免了成品车灯组装过程中的一个错误。
紧接着上一个遇到的问题,即错把上一批生产的模组作为当前生产类型的模组进行组装。由于最终产量是按照成品车灯支架的数量来计算,于是各条小模组线不可避免地会发生多生产的情况,在产线 MES 系统对主近、辅近、远光等各条小模组线合格品产量、不合格品产量的统计下,尽可能地减少了小模组的冗余生产,同时结合模组总成压入前的数据查询,有效地避免了该类问题的发生。
应用效益

严格规范生产流程,防止错工序、跳工序

根据订单进行排产,减少冗余生产

追溯生产过程数据,提高产品质量

分析生产节拍,发现生产瓶颈

统计设备使用寿命,加强设备保养

分析报警信息,发现设备故障问题